Copper strip serves as the foundational material for millions of SMT lead frames produced a
ually across Southeast Asia’s electronics manufacturing sector. The a
ealing process — the controlled heating and cooling of copper strip to relieve internal stresses and optimize grain structure — directly determines downstream stamping performance, solderability, and long-term interco
ect reliability.
Two a
ealing atmospheres dominate industrial practice: hydrogen a
ealing (bright a
ealing in a reducing H₂/N₂ mix) and vacuum a
ealing (heating under low-pressure inert conditions). Each produces fundamentally different surface and bulk metallurgical outcomes, and the choice between them has real consequences for SMT assembly yield.
Understanding Copper Strip A
ealing Fundamentals
Cold-rolled copper strip enters the a
ealing furnace with high dislocation density from prior reduction passes. A
ealing triggers three sequential metallurgical stages: recovery (dislocation rearrangement, partial stress relief), recrystallization (new strain-free grains nucleate and grow), and grain growth (larger grains consume smaller ones). The a
ealing atmosphere controls which chemical reactions occur at the strip surface during these thermally activated processes.
For SMT lead frames — which must maintain flatness within ±0.05 mm and surface roughness below Ra 0.4 μm — the a
ealing atmosphere also governs residual surface oxide thickness, which directly impacts subsequent Ag or Ni-Pd-Au plating adhesion.
Hydrogen A
ealing: The Bright Finish Standard
Hydrogen a
ealing uses a controlled atmosphere of 5–100% H₂ balanced with N₂ at temperatures between 400°C and 700°C. The H₂ acts as a reducing agent, converting residual copper oxides (CuO and Cu₂O) back to metallic copper through the reaction:
Cu₂O + H₂ → 2Cu + H₂O↑
This produces the characteristic “bright” copper surface — free of visible oxide discoloration and ready for subsequent plating without acid cleaning. Key advantages for SMT lead frame production include:
- Superior surface cleanliness: Oxide-free surface eliminates the need for pre-plating pickling steps, reducing process cost and chemical waste.
- Consistent grain size: The H₂ atmosphere promotes uniform grain growth across the strip width, critical for consistent springback behavior during progressive die stamping.
- Higher throughput: Continuous belt furnaces ru
ing H₂/N₂ can process strip at 5–15 meters per minute versus batch-only vacuum processing.
However, hydrogen a
ealing carries inherent safety requirements: furnace systems must maintain positive pressure to prevent air ingress, and H₂ concentrations above 4% in air are explosive. Modern furnaces employ flame curtains, oxygen monitors, and automated purge cycles to manage this risk.
Vacuum A
ealing: Purity Without Chemistry
Vacuum a
ealing operates at pressures between 10⁻³ and 10⁻⁵ Torr, removing oxygen and other reactive gases by physical evacuation rather than chemical reduction. Without H₂ present, existing surface oxides decompose thermally when the oxygen partial pressure falls below the dissociation pressure of Cu₂O at the a
ealing temperature.
Vacuum a
ealing offers distinct advantages for specific SMT applications:
- Zero hydrogen embrittlement risk: Critical for high-strength copper alloys (Cu-Fe-P, Cu-Ni-Si) where atomic hydrogen can cause intergranular cracking.
- Superior bulk purity: Volatile impurities (Zn, Cd, S) evaporate and are evacuated, producing copper strip with electrical conductivity approaching 101% IACS.
- No decarburization: Unlike H₂ atmospheres which can remove carbon from Cu-Fe-P alloys, vacuum preserves the intended alloy chemistry.
The trade-off is throughput: vacuum furnaces are inherently batch systems, with cycle times of 4–8 hours including pump-down, heating, soak, and cool-down phases. This makes vacuum a
ealing 3–5× more expensive per kilogram than continuous hydrogen a
ealing for commodity copper strip.
Grain Structure Comparison: Real-World SMT Impact
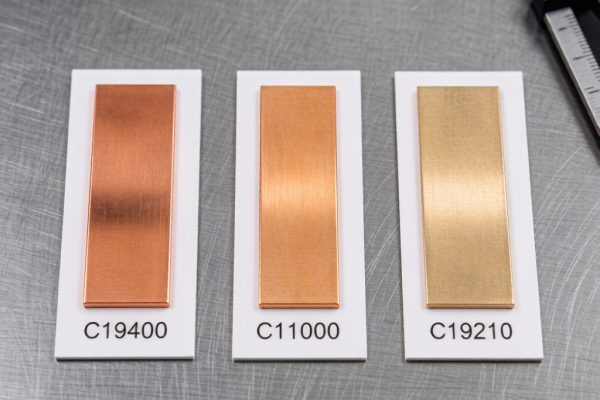
Metallographic cross-sections reveal that hydrogen-a
ealed C19400 (Cu-Fe-P) strip typically produces ASTM grain size 6–8 (25–45 μm), while vacuum-a
ealed strip at the same temperature produces ASTM 7–9 (15–30 μm) — a finer, more uniform structure. This difference arises because the reducing atmosphere accelerates surface diffusion, promoting grain boundary mobility.
For SMT lead frame stamping, the finer vacuum-a
ealed grain structure translates to:
- Reduced springback variation: ±1.5° bend angle tolerance vs ±2.5° for H₂-a
ealed strip
- Improved fine-blanking edge quality: 15–20% less burr height at equivalent tool wear
- Slightly higher tensile strength: 380–420 MPa vs 350–390 MPa for H₂-a
ealed (Hall-Petch strengthening)
However, for most commercial SMT lead frames operating at 0.5 mm pitch and above, hydrogen-a
ealed copper strip provides perfectly adequate mechanical performance at significantly lower cost.
Selection Guide for SMT Manufacturers
Choose hydrogen a
ealing when:
- A
ual volume exceeds 50 to
es of copper strip
- Lead frame pitch is ≥0.5 mm (standard SMT packages)
- Subsequent electroplating line already includes mild acid cleaning
- Alloy is C19400, C19210, or other standard Cu-Fe-P grades
Choose vacuum a
ealing when:
- Producing lead frames for ≤0.4 mm fine-pitch applications (QFN, DFN)
- Using high-conductivity alloys where 100% IACS minimum is specified
- Application involves extended thermal cycling (−55°C to +150°C) where grain stability matters
- Alloy contains volatile elements sensitive to hydrogen atmosphere
Quality Verification Methods
Regardless of a
ealing method, incoming copper strip for SMT lead frame production should be verified through:
- ASTM E112 grain size measurement: Cross-section polish + etch (ferric chloride) + intercept method
- Vickers microhardness (HV 0.5): 10-point traverse across strip width, max variation <8%
- Surface oxide thickness: Cathodic reduction (ASTM B825) or XPS depth profiling, target <5 nm for direct plating
- Springback bend test: 90° bend over radius = 1× thickness, measure recovery angle
The choice between hydrogen and vacuum a
ealing is not a matter of “better” but of matching process capability to the specific requirements of the SMT component being manufactured. For the Southeast Asian electronics supply chain, where high-volume standard lead frames dominate, hydrogen a
ealing remains the workhorse — but vacuum a
ealing claims an important niche in fine-pitch and high-reliability applications where the premium is justified by tighter process windows downstream.