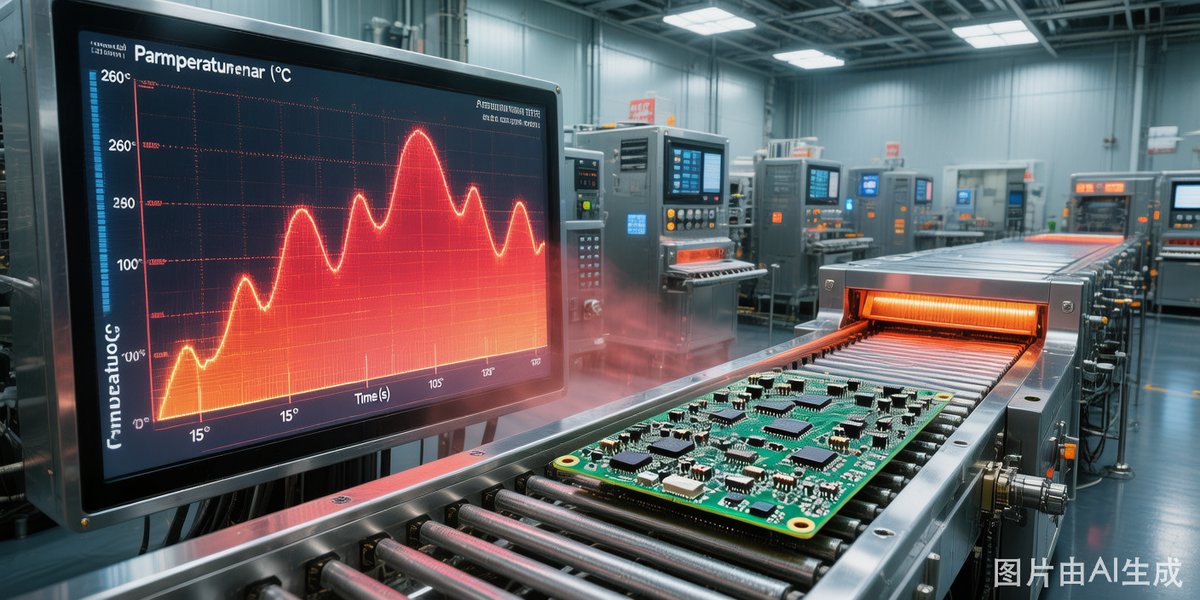
The reflow soldering temperature profile is arguably the most critical parameter in the entire SMT (Surface Mount Technology) assembly process. An improperly tuned profile leads to cold joints, tombstoning, delamination, and component damage — all invisible until testing reveals them.
The Four Zones of a Reflow Profile
- Preheat Zone (25°C to 150°C): Activates flux and evaporates solvents. Ramp rate should be 1-3°C/second to prevent thermal shock.
- Soak Zone (150°C to 180°C): Components with different thermal masses reach a uniform temperature, reducing bridging and tombstoning risk. Duration: 60-90 seconds.
- Reflow Zone (183°C to 245°C for SAC305): The solder melts and wets the pads. Time Above Liquidus (TAL) should be 45-75 seconds.
- Cooling Zone (245°C to ambient): Rapid cooling at 2-4°C/second produces fine-grain solder microstructure with superior mechanical strength.
Lead-Free vs Leaded Profile Differences
Transitioning from SnPb (183°C liquidus) to SAC305 (217°C liquidus) requires a peak temperature increase of approximately 30-40°C. This narrower process window demands precise oven calibration and regular thermocouple profiling using actual production boards. A profile that passes bare PCB testing may still fail with loaded boards due to component thermal mass effects.
Common Profile-Related Defects and Fixes
| Defect | Root Cause | Profile Fix |
|---|---|---|
| Cold solder joint | Peak temp too low or TAL too short | Increase peak by 5-10°C; extend TAL to 60s |
| Tombstoning | Uneven heating during soak | Extend soak zone by 10-15 seconds |
| Component cracking | Ramp rate too aggressive | Reduce preheat ramp to 2°C/s max |
| BGA voiding | Insufficient flux activation | Optimize soak temperature to 160-175°C |
Profiling Best Practices
Always profile with a representative production board loaded with components. Use at least 4-6 thermocouples, measuring both the coldest component (large BGAs, co
ectors) and the hottest component (small 0201 passives) simultaneously. A profile that satisfies all components within a single oven setting is the target.
Industry standard IPC-7530 provides guidelines for group reflow and wave soldering temperature profiles and serves as the benchmark for production qualification. Regular profiling — at minimum once per product introduction and after any oven maintenance — prevents profile drift from causing silent yield losses.


